


生产卷板机是一种利用工作辊使板料弯曲成形的设备,可以成形筒形件、锥形件等不同形状的零件,是非常重要的一种加工设备。卷板机的工作原理是通过液压力、机械力等外力的作用,使工作辊运动,从而使板材压弯或卷弯成形。根据不同形状的工作辊的旋转运动以及位置变化,可以加工出椭圆形件、弧形件、筒形件等零件。
工作原理
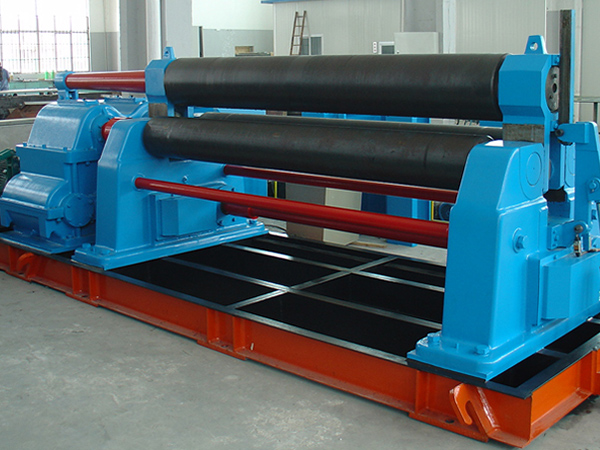
卷板机上辊在两下辊中央对称位置通过液压缸内的液压油作用于活塞作垂直升降运动,通过主减速机的末级齿轮带动两下辊齿轮啮合作旋转运动,为卷制板材提供扭矩。卷板机规格平整的塑性金属板通过卷板机的三根工作辊(二根下辊、一根上辊)之间,借助上辊的下压及下辊的旋转运动,使金属板经过多道次连续弯曲(内层压缩变形,中层不变,外层拉伸变形),产生的塑性变形,卷制成所需要的圆筒、锥筒或它们的一部分。该液压式三辊卷板机缺点是板材端部需借助其它设备进行预弯。该卷板机适用于卷板厚度在 50mm以上的大型卷板机,两下辊下部增加了一排固定托辊,缩短两下辊跨距,从而提高卷制工件精度及机器整体性能。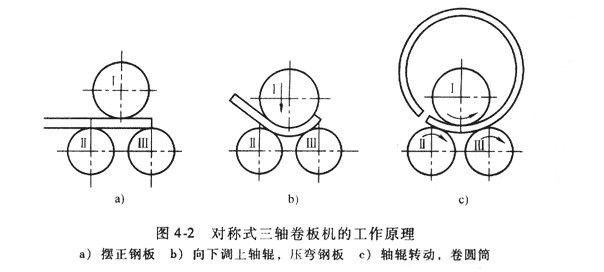
结构特点
卷板机自动送料设备主要由板料小车、执行机构、板料传输机构和辅助机构等组成。板料小车用于放置待卷制板材。执行机构主要作用是将板料小车上的待卷制板材搬运到进料平台上,板材的搬运操作主要运用到直角坐标式机械手和真空吸盘拾取装置。在工业自动化系统中,经常需要对工件进行拾取、搬运等操作,真空吸盘作为吸盘式机械手得以广泛应用。
直角坐标式机械手的传动方式主要有机械传动 ( 齿轮齿条传动、同步带传动、滚珠丝杠传动)、直线电机传动和气压传动等。板料传输机构主要用于传送待卷制板料,常见有滚轮轴传输和万向球传输。辅助机构主要作用是提高板材卷制精度,常见辅助机构有板料中心对正装置、推送装置及位移检测装置等。
|
卷板厚度
(mm)
|
卷板宽度
(mm)
|
板材屈服极限
(MPa)
|
卷板速度
(m/min)
|
满载小卷板直径
(mm)
|
上辊直径
(mm)
|
下辊直径
(mm)
|
侧辊直径
(mm)
|
侧辊行程
(mm)
|
侧辊调整速度
(m/min)
|
主电机功率
(kw)
|
|
25
|
2000
|
245
|
4
|
800
|
350
|
320
|
280
|
240
|
80
|
22
|
|
20
|
2500
|
245
|
4
|
640
|
350
|
320
|
280
|
240
|
80
|
30
|
|
30
|
2000
|
245
|
4
|
1000
|
400
|
360
|
300
|
240
|
80
|
37
|
|
25
|
2500
|
245
|
4
|
800
|
400
|
360
|
300
|
240
|
80
|
37
|
|
35
|
2000
|
245
|
4
|
1200
|
420
|
380
|
330
|
210
|
80
|
37
|
|
30
|
2500
|
245
|
4
|
1000
|
400
|
360
|
320
|
230
|
80
|
37
|
|
40
|
2000
|
245
|
4
|
1400
|
480
|
400
|
340
|
420
|
80
|
45
|
|
45
|
2000
|
245
|
4
|
1600
|
500
|
450
|
400
|
380
|
80
|
45
|
|
35
|
2500
|
245
|
4
|
1200
|
480
|
400
|
340
|
420
|
80
|
45
|
|
40
|
2500
|
245
|
4
|
1400
|
500
|
450
|
400
|
380
|
80
|
45
|
|
45
|
2500
|
245
|
4
|
1600
|
530
|
480
|
420
|
450
|
80
|
63
|
|
35
|
3000
|
245
|
4
|
1200
|
500
|
450
|
400
|
380
|
80
|
45
|
|
45
|
3000
|
245
|
4
|
1600
|
560
|
500
|
450
|
450
|
80
|
63
|
|
55
|
2500
|
245
|
4
|
2000
|
600
|
550
|
480
|
500
|
78
|
75
|
|
55
|
3000
|
245
|
4
|
2000
|
620
|
560
|
490
|
500
|
78
|
75
|
|
65
|
3000
|
245
|
4
|
2400
|
670
|
600
|
530
|
550
|
78
|
110
|



 销售热线:18018428808
销售热线:18018428808 公司地址:江苏省海安市高品质经济开发区
公司地址:江苏省海安市高品质经济开发区